全球首架C919正式交付,走进神秘的C919锻件车间,探寻制造背后的故事!
全球首架C919正式交付,走进神秘的C919锻件车间,探寻制造背后的故事!

12月9日上午,中国商飞公司向中国东方航空交付全球首架C919大型客机。C919首架机交付是继C919获颁中国民航局型号合格证后,我国大飞机事业征程上的又一重要里程碑,意味着历经几代人的努力,我国民航运输市场将首次拥有中国自主研发的喷气式干线飞机。在今天这个特别的日子里,我们不仅对国产大飞机C919的交付瞬间进行聚焦,还着眼于探秘大飞机C919的制造及制造背后的故事,以此让大家更好地理解我国民用大飞机的成长历程。
国产大飞机C919正式交付
首先回顾一下C919成长关键时间节点:2007年2月国务院批复大型飞机研制重大科技专项正式立项;2015年11月2日C919总装下线;2017年5月5日首飞;2022年9月29日取得中国民航局型号合格证(TC证);2022年11月29日,取得中国民航局生产许可证(PC证)。2022年12月9日,中国商飞向中国东航交付“C919全球首架纪念钥匙”,并颁发了飞机销售证;中国民航局向中国东航颁发国籍登记证、单机适航证(AC)、电台执照。


此次交付东方航空的C919有着特殊的涂装和“身份证号”。除了东航的标准化涂装之外,这架飞机在机身前部印有“全球首架”的“中国印”标识和相对应的英文。



飞机注册号选用B-919A,B代表中国民航飞机,919和型号名称契合,A则有首架之意,凸显这一全球新机型、全球首架的非凡意义。

C919大型客机是继运-10之后,我国第一款真正意义上的民航大飞机。中国东方航空作为C919的全球首发用户,正式接收编号为B-919A的全球首架飞机,C919客机有望最早于2023年春投入商业载客运营。

交付当天,东航选派了3名资深机长执飞“首秀”飞行,驾驶C919从上海浦东国际机场飞往上海虹桥国际机场,3位资深机长的总飞行时间超5万小时。出席交付仪式的80名各方嘉宾代表登上飞机,率先体验东航C919的安全性、经济性、舒适性、环保性。飞机飞抵上海虹桥后,将穿过象征民航最高礼仪的“水门”,正式加入东航机队“大家庭”。
东航为全球首架C919配备了两舱布局,164座,包括8个公务舱和156个经济舱,均选用完全自主研发的新一代国产客舱座椅。“乘坐舒适宽敞”将是C919今后服务旅客时鲜明的亮色——公务舱座椅为全铝合金框架结构,采用摇篮式设计,后靠可达120度、前后座椅间距超过1米;经济舱设计匠心甚至更让人惊艳:国际主要窄体机型的经济舱中,每排2组3联座椅的中间座位,因空间局促往往不受旅客青睐。而东航C919经济舱三联座中间座位比两边宽1.5厘米,“中间座最宽”的人性化设计让旅客多一分舒适。

C919客舱拥有2.25米的过道高度,单曲圆弧造型设计的下拉式行李舱设计,能给旅客提供更大的顶部和前方视觉空间;多种情景化照明模式,较低的噪声水平,健康清新的空气质量,能为旅客提供更加舒适的乘坐环境;东航C919客舱还选装了共20个12英寸吊装显示器,支持高清1080P电影放映,这也是东航单通道机队首次引入1080P的节目装载。
据了解,C919大型客机是我国按照国际通行适航标准研制、具有完全自主知识产权的全球新一代单通道干线客机,该款机型采用先进气动设计、先进推进系统和先进材料,碳排放更低、燃油效率更高。驾驶舱装配新一代集成式侧方操作杆,5块15.4英寸高清显示屏,以及先进的“静暗”设计,可有效降低飞行员工作负荷。

C919首机交付仪式以“携手翱翔新时代”为主题。据了解,在C919研发、制造、取证、投运的航程中,中国东航一以贯之地“全面合作、全程参与、全力以赴”,坚定支持发展国产大飞机。从培养提供C919首个机组、为C919首飞伴飞,到对C919的设计优化、维修优化提供支持,东航深度参与了C919的设计研发过程。随着机型研制成功,东航在正式交付前制定“一图一表一清单”方案,进一步聚焦首架C919飞机引进和商业运营,携手加快推进各项工作。

随着全球首架C919交付,国产大飞机事业从中国商飞研发制造的“上半场”转入中国民航商业运营的“下半场”。目前,东航已经专门组建成立了C919飞行部,选拔经验丰富、技术精湛、作风优良的24名飞行员作为首批民航C919飞行员;首批乘务组、首批机务工程师也已做好准备。据悉,东航将投入最强的人员和资源力量负责 C919的运营保障,确保“上下半场”完美衔接,进而“打赢全场”。
由于C919是全球首发机型,在获得中国民航局初始批准的基础上,东航还要开展100小时以上的空机验证试飞,以对飞机的运行安全性、维修可靠性以及各项运行保障能力进行验证和确认。东航将向局方申请《运行规范》,以获得C919飞机投入商业运行的最终批准。据了解,东航计划于近期开展C919验证飞行,除了上海两大机场之外,站点还包括北京首都、北京大兴、西安、昆明、广州、成都天府、兰州、海口、武汉、南昌、济南等。

完成上述准备之后,东航首架C919有望最早于2023年春满足民航局规章要求,投入商业载客运营。而东航首批C919订单中的其余4架,将在未来2年间陆续交付。东航将围绕“四梁八柱”航线网络,将C919投入上海、北京、西安、昆明、广州、成都、深圳等地的优质精品航线,旅客可以在这些航线率先体验国产大飞机。
国产大飞机制造与组装
1.C919大型客机制造
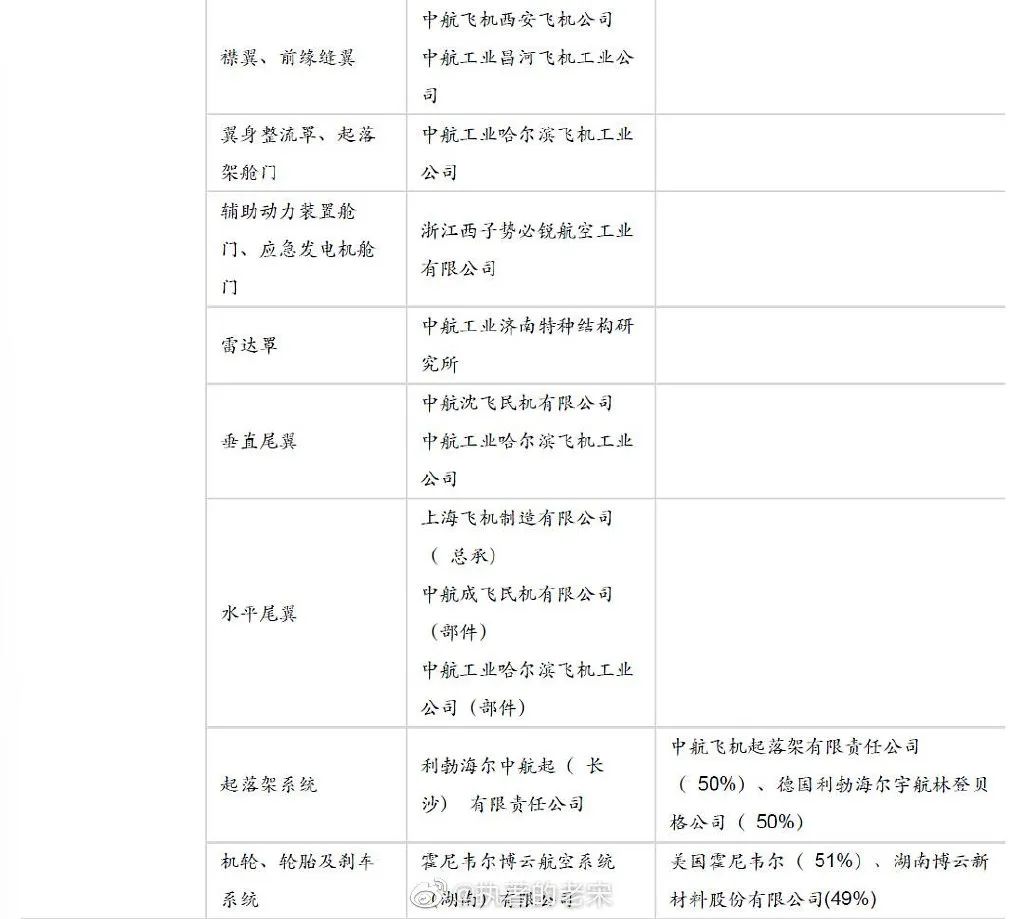
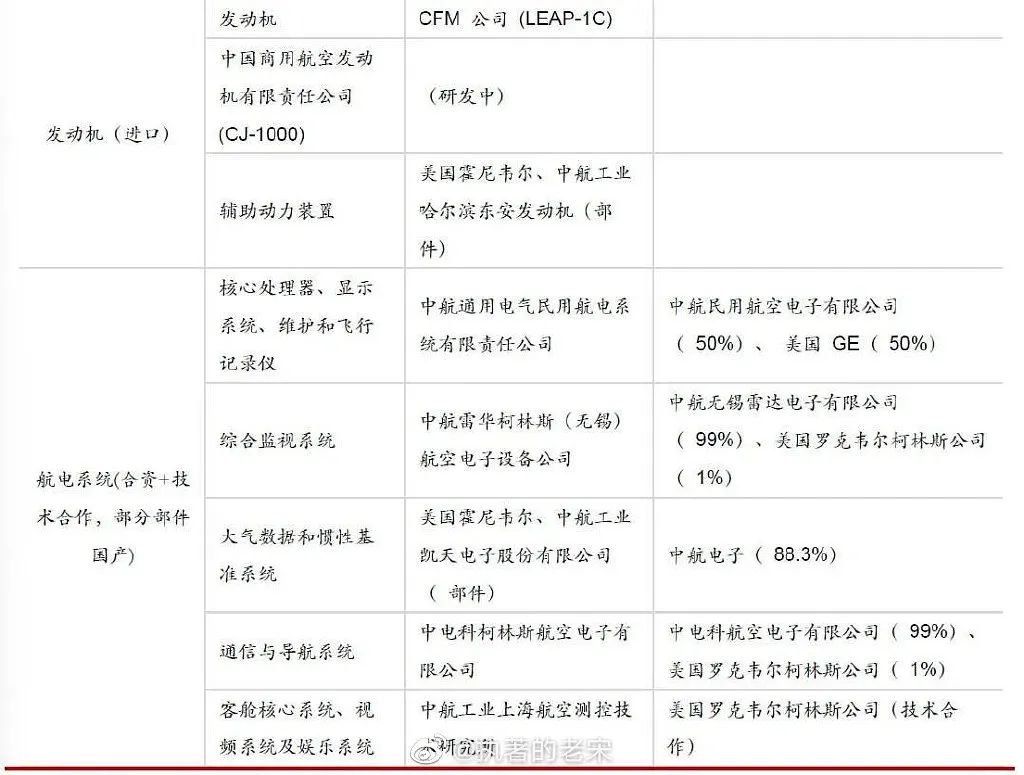
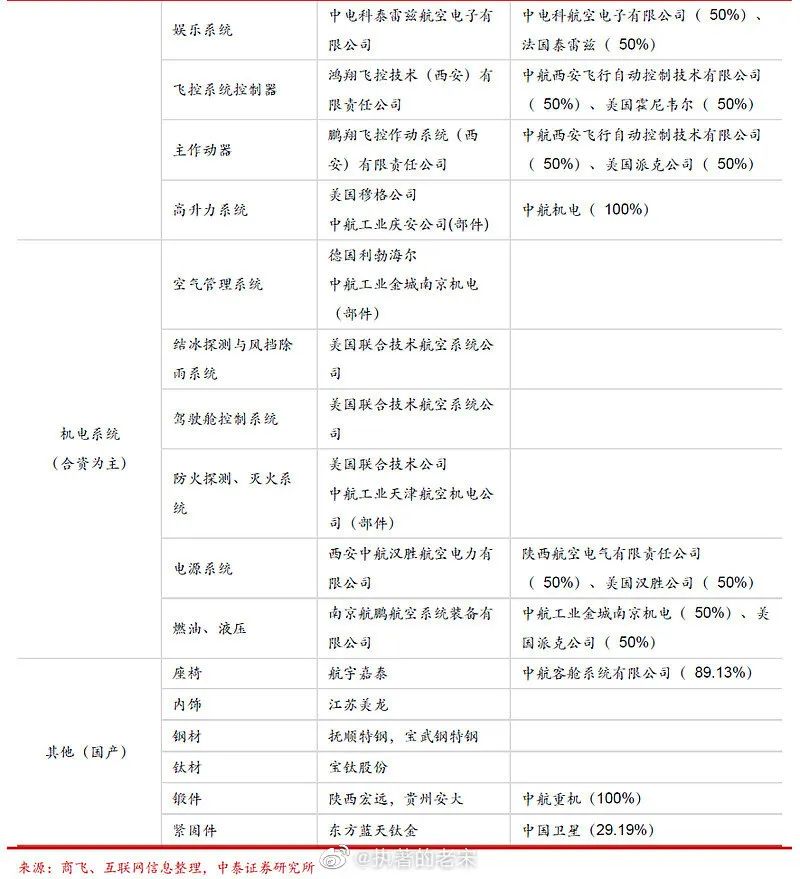
C919大型客机是我国自行研制、具有自主知识产权的大型喷气式民用飞机,从C919主体部分中国造,中航工业集团承担了C919飞机大部件的主要制造任务。比如,机头由成飞公司制造,前机身和中后机身由洪都集团制造,机翼由西飞公司制造,后机身和垂尾由沈飞公司制造,前、主起舱门由哈飞公司制造。而除了中航工业集团,民营企业也在国产大飞机制造中分了一杯羹。一般机体大部件在整个飞机的造价中占据40%左右的价值,而发动机和航电系统则是飞机最为核心的两个系统,这两个系统的价值量,在飞机的造价中也占到了40%左右,而这两个核心系统,目前均有GE参与,外资用技术换市场。

2.C919大型客机组装
视频资料,建议Wi-Fi下观看
机体对接要求提高到了毫米级,C919就是这样从上百万个零部件,变成了一架具有国际先进水平的新一代民航客机。
走进神秘的C919锻件车间
在C919首飞成功后,曾有记者获得特许进入二重万航神秘的C919锻件车间,了解大国重器如何操作,寻访C919关键锻件锻造和那些大国工匠背后不为人知的故事。
据悉,包括C919大飞机的起落架、上下缘条、发动机吊挂、垂尾等130余项锻造件,都来自二重万航,这些功绩离不开服务大飞机生产、有“大国重器”之称的8万吨模锻压机。
1.6吨大型锻件 “锤八万”一锤定型
记者在二重万航大型压机车间里看到,一台巨型“重器”赫然摆在车间中间位置。这正是为大飞机生产制造大型锻件、有“锤八万”之称的大国重器——8万吨模锻压机。
“这台8万吨大型模锻压机,相当于13层楼高。”二重万航C919型号总师罗恒军介绍,该模锻压机地上27米高,地下还有15米,总高42米,重约2.2万吨,单件重量在75吨以上的零件68件。迄今为止,国外仅有美国、俄罗斯、法国3个国家有类似设备,这些国家的最大锻造等级为俄罗斯的7.5万吨,而我国的达8万吨。“压机尺寸、整体质量和最大单件重量,均为世界之首。”

这台大型模锻压机,是航空、航天、石油、化工、船舶等领域所需模锻件产品的关键设备。8万吨大型模锻压机作为“国之重器”,2003年申请立项之后,中国二重开始了10年的追梦历程,在吸收、消化、再创新的基础上,研制出8万吨大型模锻压机,使中国成为拥有全球最高等级模锻装备的国家。
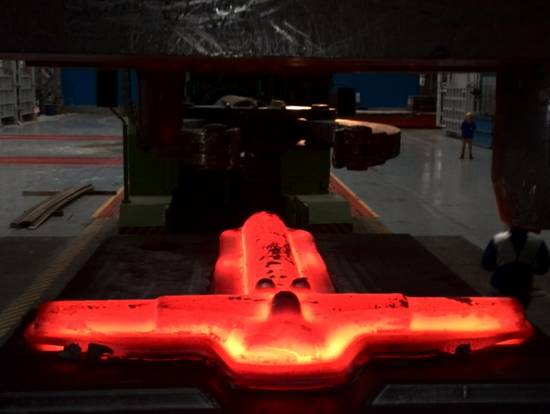
二重万航为记者独家模拟演示了模锻压机锻造C919飞机起落架关键锻件——主起外筒的过程。只见在操作师娴熟的操作下,机械手从高温箱里缓慢夹起一个类似Y字形状的锻件,它浑身散发着橙色的光,一股热气袭来,随即,机械手将其送至10多层楼高的模锻压机的锻压台。“轰”的一阵响声之后,锻压台面合拢,伴随着不断飞溅的火花,一簇火团从缝隙中“哗”地蹦了出来。
操作人员目不转睛地盯着锻压台,锻压台台面缓缓张开,一个用于C919飞机起落架的,宽1.2米、高2.8米、重达1.6吨的大型重要锻件——主起外筒就诞生了,整个过程3分半钟,但锻压成型只需要几秒。主起外筒再和另外锻造的1.5米长、1.4米宽、重达700多公斤的主起活塞杆连接,就基本构成了一个完整的C919起落架。
“如果说以前生产锻件需要千锤百炼,那么有了8万吨大型模锻压机,则可以一锤定型。”中国二重副总工程师陈晓慈形象地比喻,该锻压机通过强大的压力作用,使性能普通的金属材料在模具内流动,细化内部晶粒,实现大型模锻件的整体精密成形,这些金属材料可以成为飞机的“骨骼”——框梁,可以成为发动机的“脊柱”——涡轮盘,可以成为油田的“血管”——输油管三通等。陈晓慈将运行原理比喻为“压月饼”,通过液压传递能量形成压制力,并解决一次性成型问题。
资料图:大型设备正在加工C919钛合金零部件
130多个部件,都是“二重万航造”
除了起落架,用于连接机翼和机身的钛合金上下缘条锻件等130多个部件,都出自二重万航。
“二重所供的C919产品除起落架外,还有130余项产品,都是关键的重要部件。”二重万航模锻有限责任公司模锻厂副厂长齐占福介绍,C919国产大型客机于2008年开始研制,光是起落架,从最初的预研到最终形成产品,二重走过了艰苦的攻坚克难过程。通过持续科技攻关,起落架终于在二重诞生。
“我们生产起落架,相当于给飞机安上腿;生产上、下缘条锻件,相当于给飞机安上翅膀。”罗恒军介绍,起落架在飞机安全起降过程中,担负着极其重要的使命。起落架是飞机起飞、着陆、滑跑、地面移动和停放所必需的支持系统,是飞机的主要部件之一,“它的性能直接关系到飞机的使用和安全。”
此外,机翼是飞机的重要部件之一,主要作用是产生升力,机翼的翼梁是承受弯矩的唯一构件。翼梁由上、下缘条和腹板组成,上、下缘条以受拉、受压的方式承受弯矩载荷,要求标准非常高。
发动机吊挂也是飞机的重要部件,在飞行时要承受较大的发动机载荷,并传递发动机推力到机翼,吊挂的强度和刚度性能,直接关系到飞机的整机安全。
“C919飞机结构是否坚固,中国二重的生产配件很重要。”罗恒军介绍,为了保证飞行安全,每一个部件都是精益求精,中国二重的工匠精神也在这些工程中一一得到体现。
7年磨一剑,起落架提升材料国产化率2%左右
整个演示和锻造过程说起来很简单,但在飞机起落架主起外筒等关键部件一锤定型的背后,二重万航却整整走过了7年的攻坚克难历程。“从2010年项目上马、开始研制到持续攻关,再到2017年C919首飞成功,7年来虽然一路不易,但我们也形成了自己高水平的民航工业生产能力。”
罗恒军介绍, C919起落架系统,是由国际知名供应商——德国利勃海尔做总系统集成。利勃海尔作为全球知名起落架供应商,产品在加拿大庞巴迪C系列客机、巴西航空工业公司E系列客机以及A350等客机上,已有成熟的应用和技术验证。
2010年,中国二重与德国利勃海尔合作。作为国产C919大型客机的起落架系统总集成商,利勃海尔对产品的稳定性、一致性和批量交付能力都提出了高标准和高要求。
“刚开始,德国人认为中国人制造能力不行,所以任何一个环节都非常严苛,非常挑剔。项目上马3年,审核都没通过,一些年轻人都打退堂鼓了。”罗恒军回忆,合作初期让他印象最深的,是德国专家的看法。“德国现在提的是工业4.0,这些德国专家对中国制造的印象还停留在上世纪八十年代。”
但当时的标准和精度也的确非常高,“在材料控制上,一个起落架主起活塞杆重700多公斤,在下料的时候,正负不能超过5公斤,超过这个参数,就是废品。”
为争一口气,在二重万航,由10多名学材料出身的研究生组成的团队攻坚克难,推进研制工作。此外,还聘请了一名俄罗斯专家和一名奥地利专家参与技术攻坚。
“时间紧,任务重,经常为这个事情着急上火,我还因此生病。”那段日子,对罗恒军和他们团队来说都是煎熬。
经过长达3年的民航体系改进和2年的产品工程验证,满足国际适航要求的国产材料锻件制造体系终于建立起来了。2015年年底,中国二重生产的起落架在德国通过了中国商飞公司和德国利勃海尔公司组织的评审,可以装机使用。“那一刻才找到那么一点点成就感,觉得自己干了一件有意义的事情。”
罗恒军介绍,光一个起落架,就提升了C919大飞机材料2%左右的国产化率,外人并不知道7年的艰辛。“光在实验阶段,就制造了30件起落架。”但这种航空工业生产能力的实现也带来了可以预见的效益。“仅按目前C919拥有的570架订单计算,我们为C919提供的一系列锻件就能实现60亿元左右的总收益。”
后来,德国专家也服了中国人的干劲,主动帮助二重万航改进工艺,提高制造水平。到目前,中国二重已经提供了5套合格的起落架。
据介绍,下一步,中国二重还将同德国利勃海尔公司合作,推进ARJ21支线飞机、A350空客飞机、庞巴迪C系列飞机起落架系统用锻件等其他项目,在航空零部件锻件加工、智能化制造等方面开展合作。

资料图:大型设备正在加工C919钛合金零部件
这些功绩,也离不开一群在幕后默默奉献的大国工匠,是他们的付出,才顺利给飞机安上 “翅膀”。
85后班组长:听到机器撞击声心潮澎湃
廖利,二重万航模锻车间8万吨模锻压机班组长,这个1987年生的年轻班组长,操作着世界上最大的模锻压机,为C919锻造出了30~40个关键部件,包括C919起落架、连接机身和机翼的上下缘条锻件等关键部件等。
廖利表示,作为一个模锻工,自己之前对自己一手生产的锻件,并没有太强的感觉。但自从正式给C919锻造锻件后,想到自己生产的锻件能装到国产大飞机上,便觉得意义非凡,很骄傲。“这是我们中国自主研制的大飞机,并且锻件是从我们手上交出去的,能给这样一个伟大的工程贡献一份自己的力量,我们在内心深处还是很自豪的。”
廖利告诉记者,“给C919锻造部件的时候会有一种很特别的感觉,所有的东西在锻造的时候都活了起来,因为我能感知到它的意义。比如我知道这个东西是插在飞机‘翅膀’上的,这个是安在飞机‘腿’上的,所以形象刹那间就生动了起来。”
“2017年5月5日,我们也看了试飞直播,当时飞机的起落架一直没收起来。看到飞机高速滑行后腾空的一瞬间,我们顿时热泪盈眶。在大家欢呼这是我们生产的锻件的同时,作为一线工人,我们也瞬间想到和技术团队一起攻关的日日夜夜,感觉非常不容易。”
廖利介绍,虽然技术团队前期的论证和准备都做得非常充分,达到一定要求,才会让一线车间开始试制,但现场实操和技术团队的理论还是有差异的,一线车间会根据实际操作的结果,给技术团队反馈一些意见,据实做一些修正,进行相互探讨,实现工艺改进。整个锻造过程远没有外界想象的那么简单。
“以大型关键锻件起落架的主起外筒为例,它的摆料非常困难,因为件比较大,又属于异形件,需要班组成员间相互配合,才能非常精准地把料放进模具型腔里,稍微有偏差,都很难保证锻造件的完美成型。大件和不规则件对操作的精度和难度都有相当高的要求。”廖利说。
同时,压力高达8万吨的模锻压机也远非一个人就能进行生产操作,除了廖利自己作为主操作手操作锻压机,外面还需要4~5个班组同事进行密切配合,负责装料、出料、辅助摆料、型腔观察等流程。“不过操作这么大的机器,特别是听到强烈的撞击声,内心非常澎湃。”
廖利表示,自己2009年从四川工程职业技术学院锻造专业毕业,毕业后不久,就开始接触和从事C919部件的锻造。“所以既是自己见证了二重C919部件锻造工程的历程,也是整个工程陪伴了自己的成长。”
二重万航C919型号总师:每一个部件都像孩子一样
罗恒军,2008年西北工业大学材料加工专业硕士研究生毕业,原本有机会到国外读博士,但他却放弃了这一机会,选择到二重万航上班,从此和C919结下不解之缘。
“当时C919大飞机正处于起步阶段,我刚好赶上了。”据介绍,两年后他的女朋友也来到了二重万航,和他一道开始参与C919等型号飞机部件的研发和制造。后来两人组建了家庭,并有了儿子。
对C919的每一个部件,罗恒军都有着深厚的感情。“每一个部件都像我的孩子一样,这些都凝聚了我们团队的汗水和心血,我是看着它们生产出来的。”
C919首飞当天,他也受邀参加首飞仪式,飞机起飞后,从他头上飞过。“抬头看着飞机冲上蓝天,心情特别激动,有一种想哭的感觉,很有成就感。”
在生活中,朋友知道罗恒军参与了C919部件的制造,很多人会问“你敢乘坐C919 吗?”“答案是肯定的。”罗恒军介绍,不仅他自己会乘坐C919,还会让自己的儿子乘坐。“我告诉儿子,坐C919一定坐机翼位置,这些部件是老爸做的。”
罗恒军坦言,近期他们团队的目标,是实现大飞机窗框锻件的国产化。“希望在不久的将来,在大飞机上,可以通过中国人自己制造的窗框看外面的风景。”