端面槽宏程序编程

1、编程思路
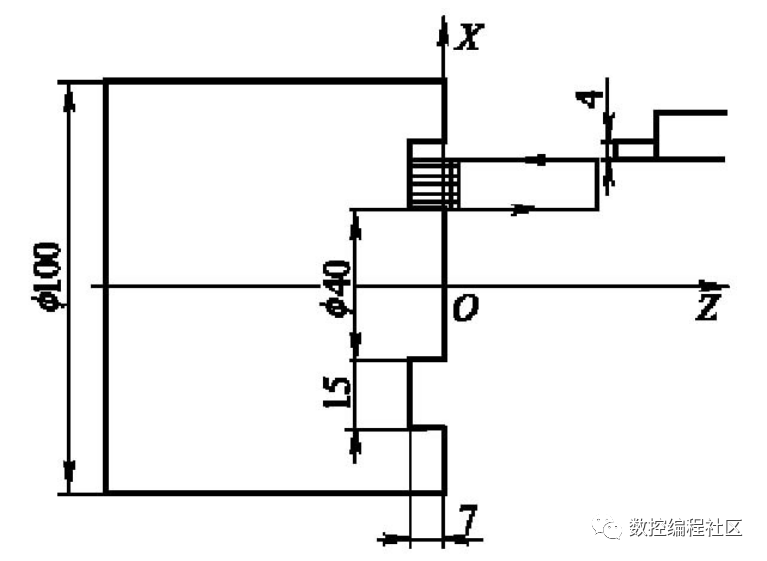
对于该系列零件,仍然使用G65指令调用宏程序,在调用的同时进行参数传递(变量赋值)。具体来说,将槽底深度由参数A传递给变量#1(#1=7),将槽的总宽度由参数B传递给变量#2(#2=15),将槽右边处的直径由参数C传递给变量#3(#3=40),将刀宽由参数D传递给变量#7(#7=4)。
由于槽的宽度较大,需要在X方向多次切削,将切槽宽度设为变量#10其初值为#7(刀宽),每次切槽完毕后沿X向的偏移值为#7-1(两次切削之间的重叠量为1mm),则切槽宽度的变化表达式为#10=#10+#7-1。给定判定条件,当#10小于槽的总宽度#2时,进行切槽循环,当#10大于等于槽的总宽度#2时,切槽循环结束。
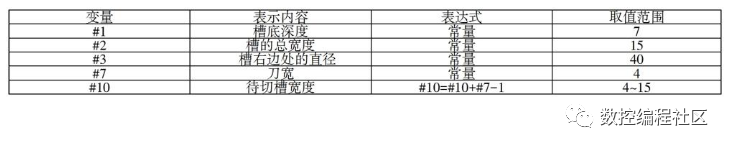
2、变量设置
具体的变量设置见表。
3、编程
O1000;主程序
G40G98;初始化
T0101;
M03S300;
G65P1001A7B15C40D3;将ABCD对应数值传递给相应变量
G00X100.;
Z100.;
M05;
M30;主程序结束并复位
O1001;子程序
G00X[-#3];切刀X向定位
Z5.;Z向接近工件,留5mm安全距离
#10=#7;待切槽宽度,其初值为#7
WHILE[#10LT#2]DO1;是否够切一刀
G00X[-#3-2*#10];X向定位
G01Z[-#1]F30;切到要求深度
G00Z5.;Z向退刀到工件外
#10=#10+#7-1;#10不断变化
END1;循环结束
G00X[-#3-2*#2];X向定位到最后一次切削位置
G01Z[-#1];切最后一刀
G00Z5.;快速退刀至工件外
M99;子程序结束
本文参与 腾讯云自媒体同步曝光计划,分享自微信公众号。
原始发表:2022-12-07,如有侵权请联系 cloudcommunity@tencent.com 删除
评论
登录后参与评论
推荐阅读
腾讯云开发者
