精益生产做了三年,怎么效率还是上不去?
原创
精益生产做了三年,怎么效率还是上不去?
原创
帆软BI
发布于 2025-08-11 17:24:40
发布于 2025-08-11 17:24:40
最近和几位制造企业的生产总监聊天,听到最多的抱怨是:
“精益搞了三年,5S评上优秀了,看板也挂了一墙,怎么效率还是上不去?”
其中一位干了 15 年制造的张总说得更实在:
“我们厂推精益那阵,连车间地面的油漆颜色都按标准换了,可订单交期还是比客户要求多 3 天,库存周转率一年才涨了不到 2%。这精益到底咋回事啊?”
这让我想起十年前在一家供应商工厂实习的日子。
当时带我的老课长,每天都戴着手套摸设备缝隙,他不是查卫生,是看 “有没有啥设计挡住了零件流动”。
他跟我说:
“精益不是打扫卫生,是要让物料从原材料到成品,一路顺顺当当,全程不被卡住。”
说白了,你可能把精益做成了表面功夫 —— 就盯着 “消除浪费”,却没真正理解“让价值流动起来” 才是底层逻辑。
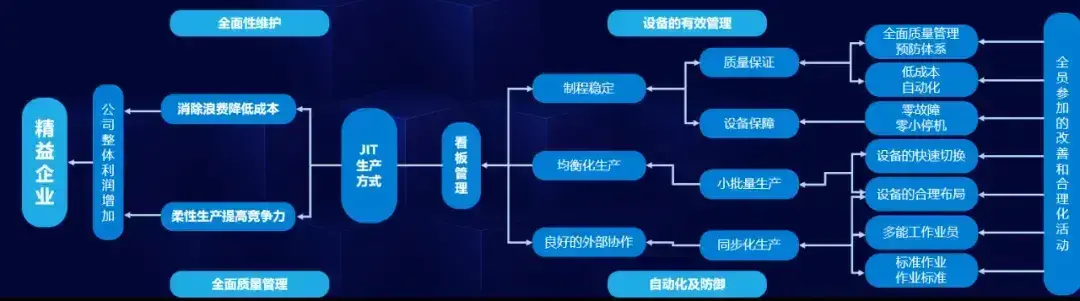
一、被误解的精益生产:从“消除浪费”到“构建流动系统”
提起精益生产,90%的人第一反应是“消除七大浪费”:过量生产、库存、搬运、等待、过度加工、动作、不良品。
这话没错,但这只是结果,不是目的。
丰田生产方式(TPS)的创始人之一大野耐一就说过:
“我们所做的,不过是把阻碍流动的东西去掉。”
他的意思是,制造业的核心问题不是 “不够高效”,而是 “价值没法顺畅流动”:
- 物料堆在仓库
- 半成品堵在工序间
- 信息在部门之间来回推
这些 “流动不畅” 才是效率上不去的主要原因。
那为啥很多企业 “越搞精益,库存越多”?
当物料流动被 “批量生产”“等待”“堆积” 打断时,单个环节效率提高了,反而会让库存变多。因为他们只优化了单个点,没把整条线打通。
二、精益生产系统里的三个 “堵点”
要让价值流动起来,得先找到那些阻碍流动的地方。我调研了 50 多家制造企业,发现这三个环节最容易出问题:
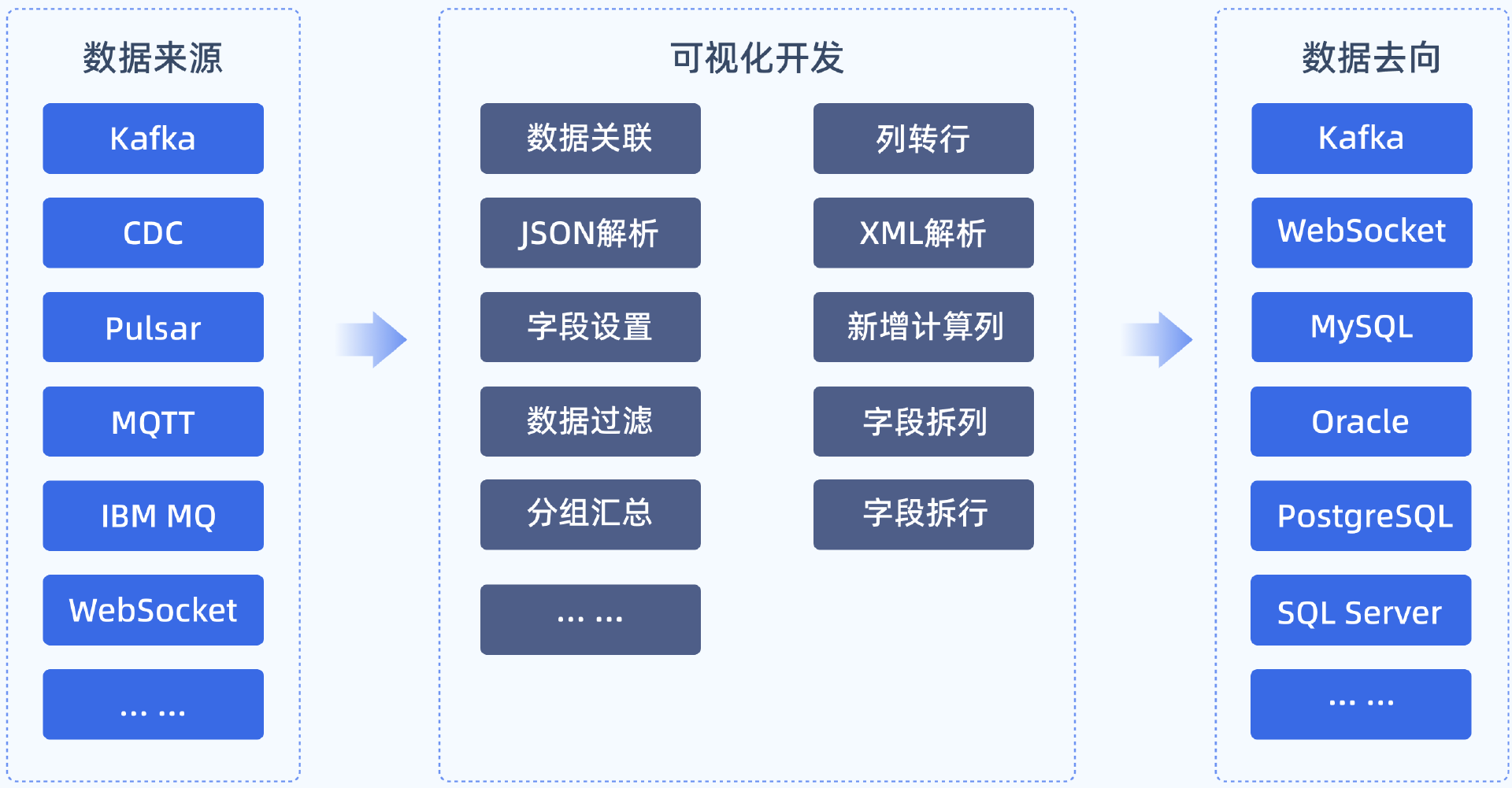
1.信息流和物流 “各走各的”
流动的前提是 “信息先动起来”。要是计划、采购、生产的信息各在各的 Excel 表里或者不同系统里,没对上,物料肯定跟不上计划。
制造企业,需要实时展示产线上良品率、稼动率、工厂效率、损失、工时等指标。
真正的流动系统需要:
让 “信息和物流” 实时连起来,根据物料到货情况随时调生产计划,把车间的实时进度告诉上游供应商。通过数据集成平台FineDataLink,可以实时读取来源数据,展示产线上良品率、稼动率、工时等指标,保证实时数据写入到目标库。读取数据后实时转换,再写入到数仓。
2.工序之间的 “批量误区”
制造业里有个错误想法:“批量越大,效率越高。” 而流动的关键是 “小批量、多频次”。
丰田的 “一个流”(One Piece Flow)早就证明了:
当工序间的传递批量从 1000 件降到 10 件,整体生产周期能缩短 80%。
有家精密模具厂:
以前换模要 2 小时,不敢小批量生产,后来用 SMED(快速换模)技术把换模时间降到 15 分钟,改成每 2 小时换一次模,订单交期从 15 天缩到 5 天,库存周转率提高了 4 倍。

3.“单个环节做得好” 影响了 “整体流动”
流动系统讲究的是 “整体好”,不是 “单个环节比着干”。
很多企业考核的是 “本工序效率”:
比如机加工车间的 OEE,这就会让员工为了提高自己这环的效率,故意多生产、多囤货,这就是 “过量生产” 浪费的根源。
正确的做法是:
把考核从 “单个环节效率” 改成 “流动效率”,比如用 “生产周期(LT)” 看订单从投料到出货的时间,用 “在制品数量” 看流动堵得厉害不厉害。

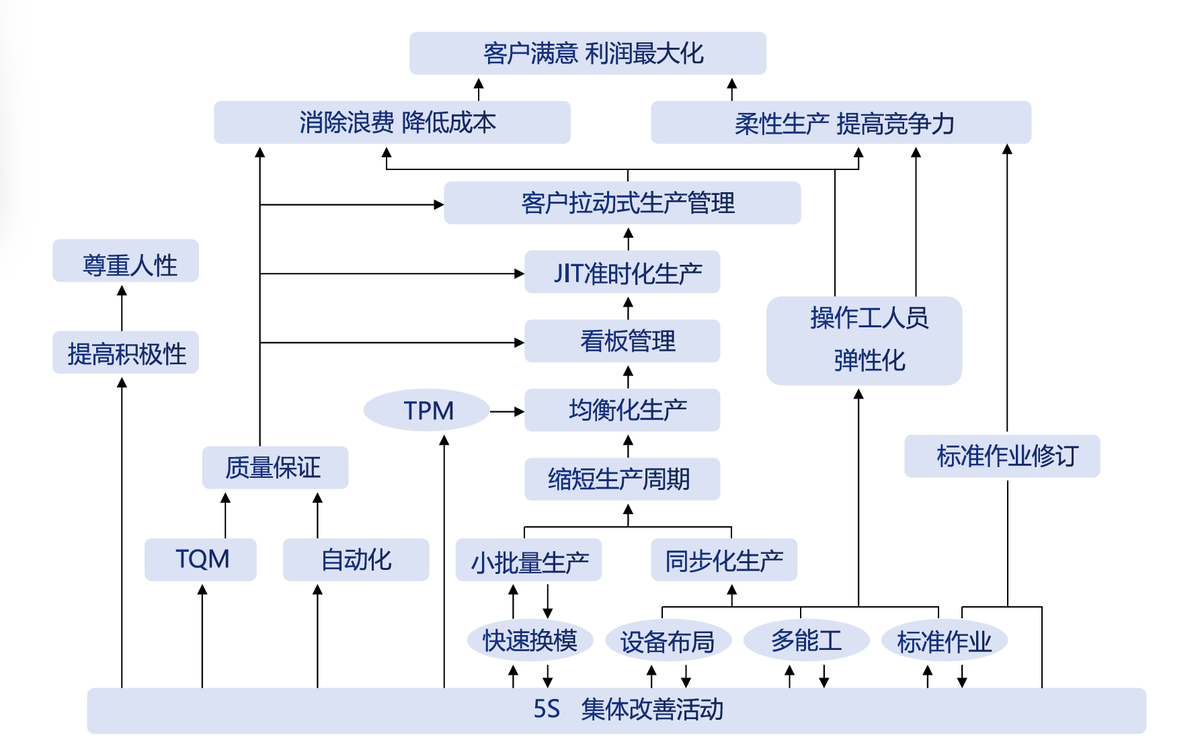
三、怎么建精益生产的“流动系统”?
明白了流动对精益的重要性,具体该怎么做呢?我结合丰田、博世这些企业的经验,总结了四个关键步骤:
1.通过“价值流图”,让浪费看得见
价值流图(VSM)不是画个流程图就完了,是要用数据把 “物料流动” 和 “信息流动” 的真实情况画出来。
比如说:
记下来每个工序的加工时间、等待时间、在制品数量,标清楚信息是怎么传的,有没有延迟。
2.设计 “流动路线”,让物料少绕路
流动系统的车间布局,得围着 “物料移动距离最短” 来设计。
比如:
- 把 “直线型” 车间改成 “U 型”,让原料入口和成品出口离得近点,少搬点;
- 把分散的工序集中到一块,像把冲压、焊接、打磨放在相邻的工位,别让物料跨车间搬来搬去。

之前找我咨询的一家汽车座椅厂:
原来的车间布局是 “冲压区→仓库→焊接区→仓库→总装区”,物料得在仓库之间转 3 次。
改成 U 型布局后:
冲压件直接到焊接区,焊完直接进总装区,搬运距离从 1200 米减到 80 米,在制品数量大大减少。
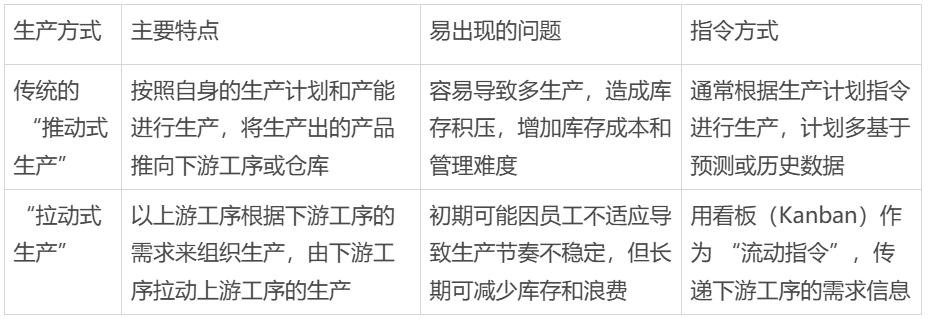
3.建立“拉动机制”,让生产按需求来
传统的 “推动式生产” 是:
“我生产啥,下游就用啥”,这样容易多生产,库存也多。
而“拉动式生产” 是:
“下游要啥,上游就生产啥”,用看板(Kanban)当 “流动指令”。
4.培养 “流动思维”,让改善一直进行
流动系统不是搞一次就完了,得让所有人都养成日常改善的习惯。
丰田的 “改善提案制度” 要求:
- 每个员工每月至少提 1 条改善建议,像 “把工具架从左边移到右边,拿工具少走 2 步”,
- 而且 90% 的建议都会被采纳,还会给奖励。
有家电子厂搞过 “流动改善周”:
每周选一条产线,让生产、工艺、质量、设备的人组成临时小组,用 1 天做价值流分析,2 天在现场调整,比如重新摆工装夹具、优化搬运路线,剩下 2 天看效果。
效果很明显:
3 个月下来,8 条产线的平均生产周期缩短一半,员工提改善建议的积极性比以前更高。
结语
很多企业把精益做成了“管理运动”——
领导重视了就推一下,见效慢了就换方法,今天学 5S,明天学六西格玛。
但真正的精益生产是一种 “流动文化”:
- 它要求管理者低下头看看物料是怎么流的,
- 要求员工主动发现阻碍流动的问题,
- 要求整个系统都为 “让价值顺畅流动” 做调整。
流动系统的核心指标从来不是 “单个环节的效率”,而是 “价值从进来到出去的顺畅程度”。当你开始关注 “物料走了多远”“信息传了多快”“等待时间少了多少”,精益生产才能从 “表面功夫” 变成实实在在的效益。
制造业的利润不是 “省” 出来的,是 “流” 出来的 —— 让每一份原料、每一小时工时、每一分设备投资,都能顺着价值流的路,顺顺利利到客户那。
这才是精益生产的真正答案。
原创声明:本文系作者授权腾讯云开发者社区发表,未经许可,不得转载。
如有侵权,请联系 cloudcommunity@tencent.com 删除。
原创声明:本文系作者授权腾讯云开发者社区发表,未经许可,不得转载。
如有侵权,请联系 cloudcommunity@tencent.com 删除。
评论
登录后参与评论
推荐阅读
目录
腾讯云开发者

Copyright © 2013 - 2026 Tencent Cloud. All Rights Reserved. 腾讯云 版权所有
深圳市腾讯计算机系统有限公司 ICP备案/许可证号:粤B2-20090059 ![]() 粤公网安备44030502008569号
粤公网安备44030502008569号
腾讯云计算(北京)有限责任公司 京ICP证150476号 | 京ICP备11018762号